


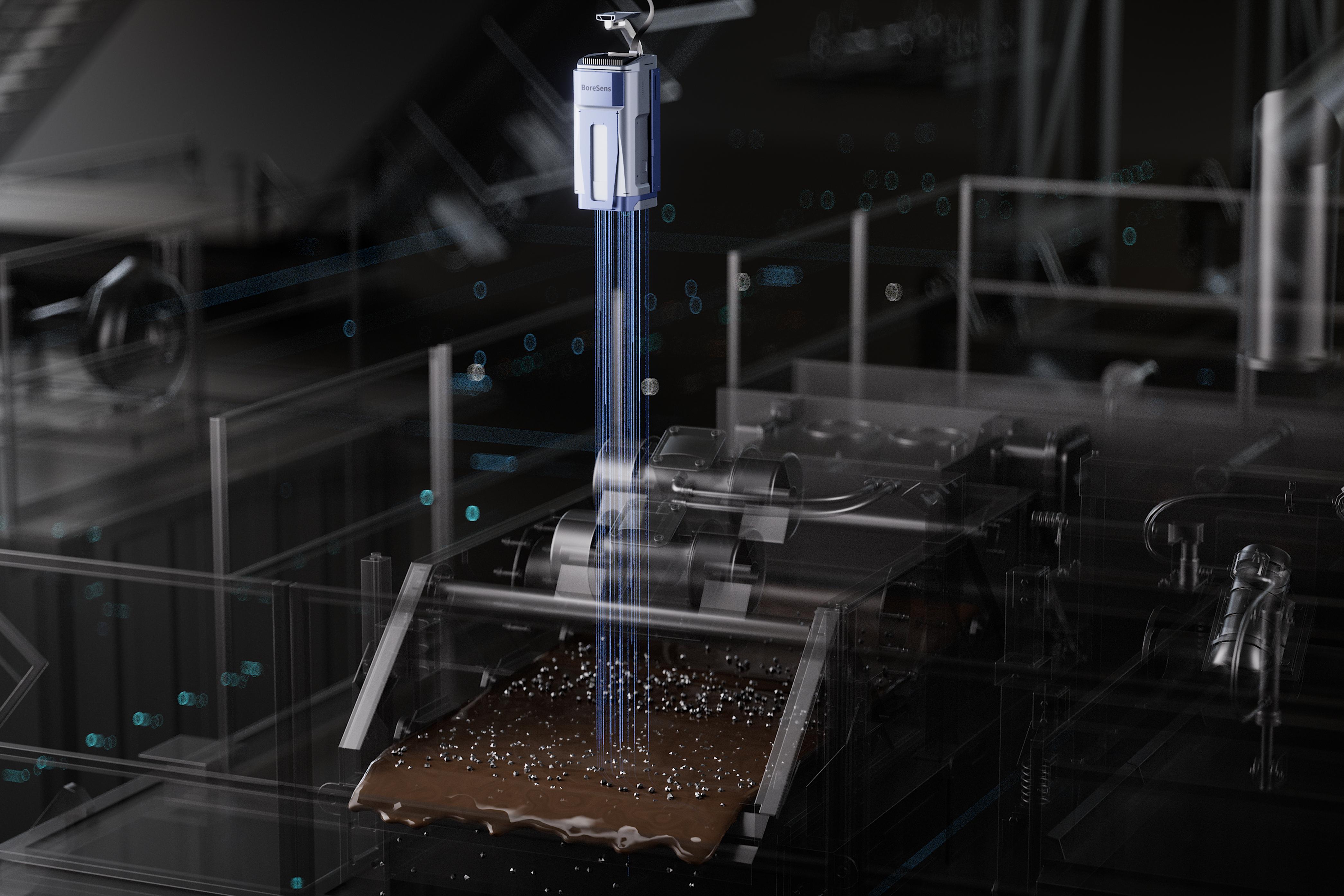


维泰BoreSens智能实时井壁稳定性监测系统是集成激光雷达采集和深度学习模型的物体检测、数据处理以及AI分析功能的监测系统。系统通过实时监测振动筛筛面,后端利用多模态AI模型实时分析获取返出岩屑的信息,实现井壁稳定性动态预警、井眼清洁监测分析,为快速、安全、高效钻井提供技术支持。
技术特点
-
激光雷达+机器视觉AI模型:实时自动识别振动筛岩屑的形状、大小、粒度分布及固液分界线,模型持续迭代优化
-
异常风险智能预警:基于岩屑量与粒径变化趋势,实时预警井眼清洁度和井壁稳定性
-
超长免维护周期:免维护周期≥90天
-
多端数据集成能力:完全私有化部署,保障数据安全,支持各平台数据通讯
-
无人化运行:超高稳定性,7*24h无人化值守
功能特点
-
系统功能
· 井眼清洁度智能监测
· 井壁稳定性风险监测预警
· 振动筛智能化伺服控制
-
数据监测
· 岩屑粒径监测
· 岩屑尺寸监测
· 掉块数量监测
· 振动筛固液分界线识别
案例研究
-
案例1 – 页岩气井壁稳定性预警
背景介绍
川渝地区某致密油水平段钻井,水平段长达2000+米,穿越多套不稳定泥页岩夹层,历史钻井中频繁出现井壁坍塌、扭矩异常升高及卡钻风险,导致多次起下钻和侧钻,严重影响钻井周期和成本。
解决方案
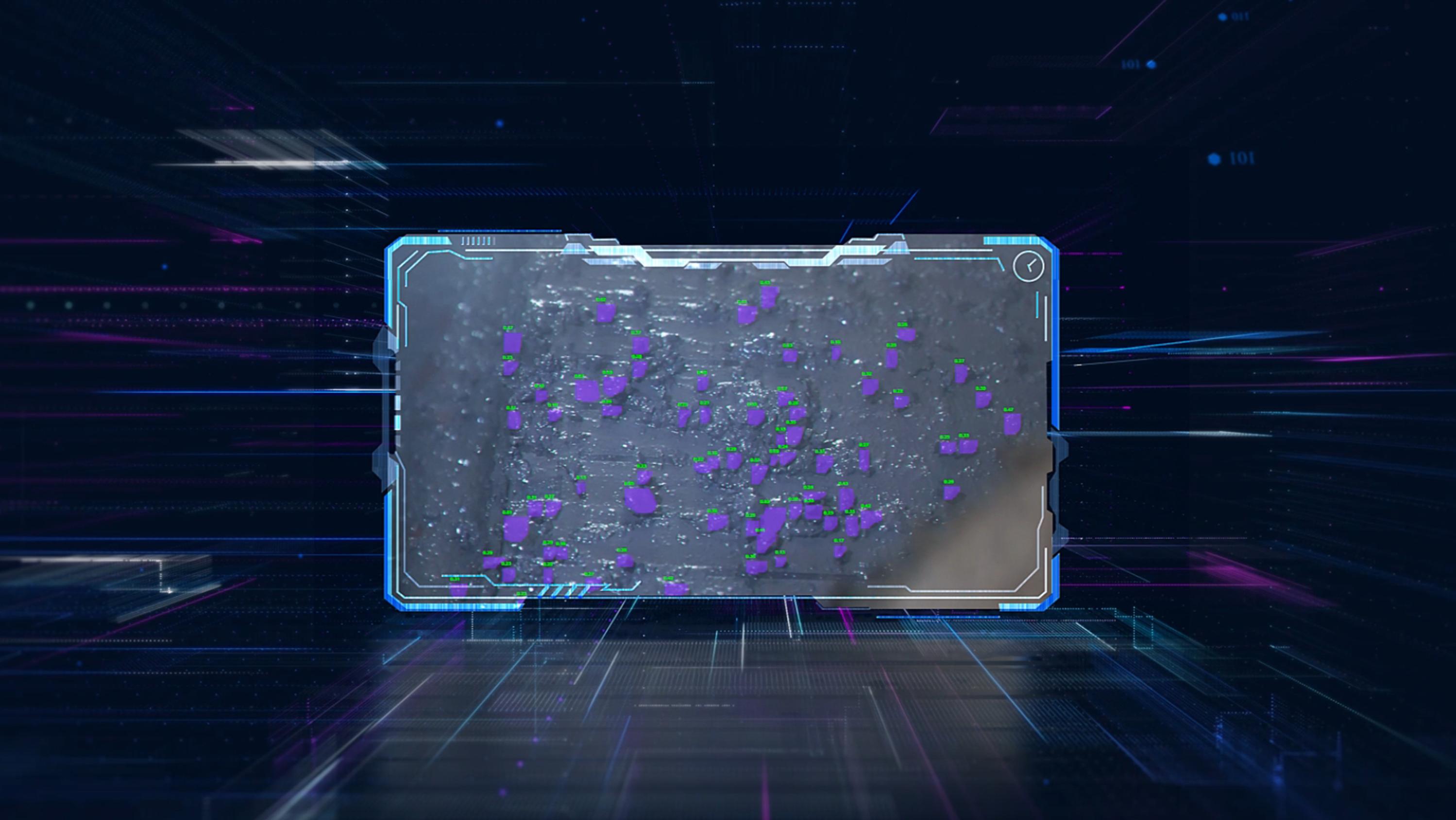
在振动筛部署BoreSens智能实时井壁稳定性监测系统,实时捕捉返出岩屑的形状、大小及岩屑量变化,结合实时钻井参数(扭矩、泵压、钻井液性能)和地层数据,提供井壁稳定性预测和井筒清洁度评估。
实施过程
· 钻进至水平段1505.79m时,系统检测到4-10mm不规则大块岩屑比例上升了15.7%,返屑体积增加,系统立即预警潜在井壁剥落。
· 工程参数显示扭矩由8-12 kN·m升至10-15 kN·m,系统再次预警。随即提高钻井液低剪切粘度和增加润滑剂,同步调整钻井参数。
· 处理后,大块岩屑比例快速下降,扭矩稳定在正常范围,井筒清洁度恢复,顺利完成剩余水平段钻进。

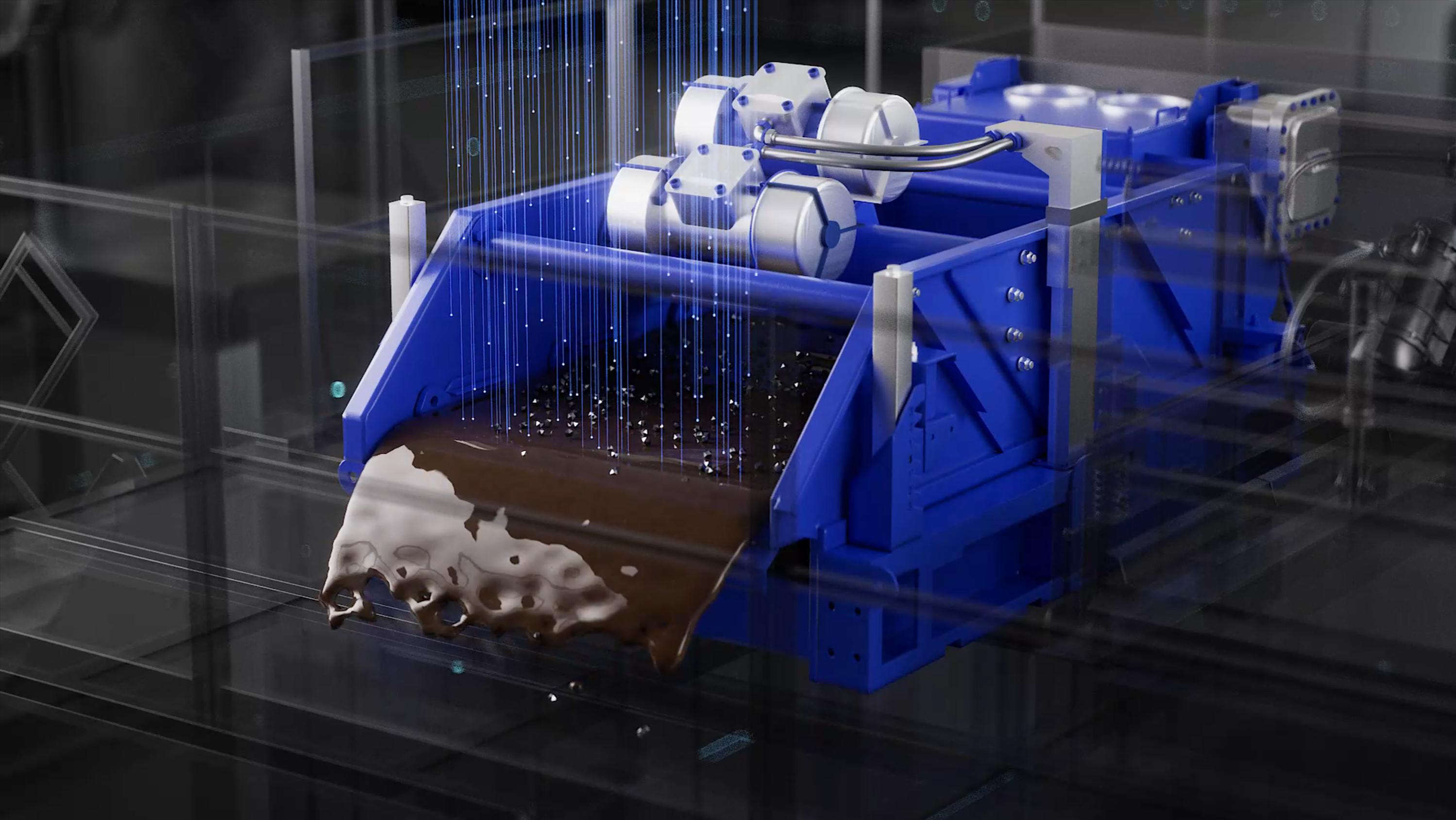
BoreSens实时捕捉返出岩屑数据
实施效果
成功预警卡钻风险,避免事故发生,保障钻井作业顺利恢复。
-
案例2 – 井筒清洁度监测
背景介绍
XXX-1页岩气井钻进期间监测到大块岩屑占比持续升高,返屑量异常增加,反映井筒清洁效率下降,存在井眼清洁不足风险。
解决方案
部署BoreSens智能实时井壁稳定性监测系统,实现振动筛掉块产生速率实时监测及预警、井筒清洁度监测。
实施过程
17:45左右,系统监测到4-8mm岩屑比例逐步上升至12.8%,返屑体积显著增加(峰值约30233 mm³/min),系统发出预警。现场随即提钻循环,18:30-20:30期间岩屑比例和体积逐步恢复正常,扭矩降低,恢复钻进。
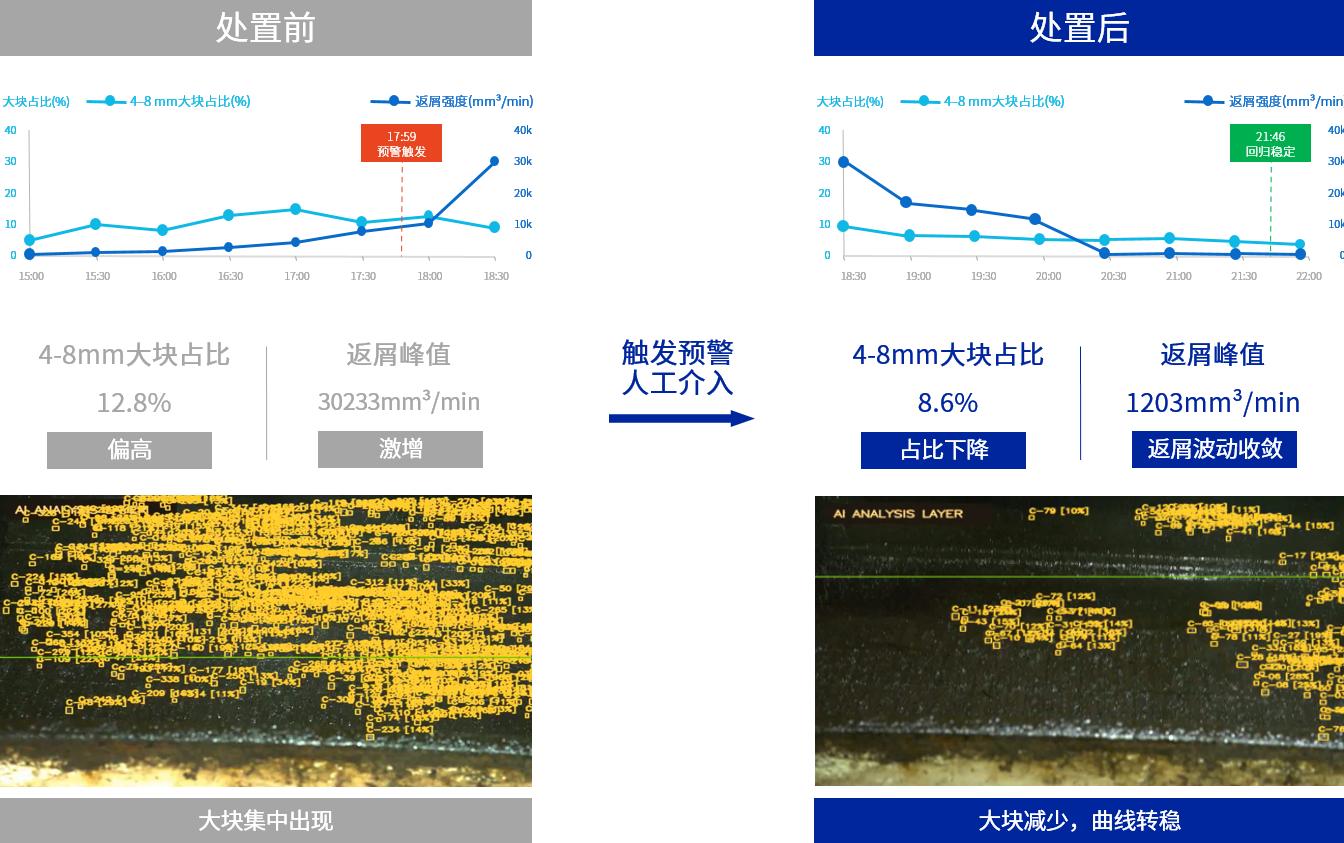
BoreSens预警及处置前后对比
实施效果
通过及时人工介入,有效控制了大块岩屑集中出现,实现井筒清洁度恢复稳定。
-
案例3 – 智能固控自动化优化
背景介绍
传统固控设备与钻井液性能完全依赖人工监测,数据更新慢、调整滞后,振动筛固液界面状态实时性差,直接影响分离效率与钻井液成本。
解决方案
联合部署BoreSens智能实时井壁稳定性监测系统与REALology智能钻井液性能在线监测系统,实现固控设备参数自动推荐与钻井液性能全流程自动维护,构建完整的智能固控闭环。
实施过程
· 振动筛:依据固液分界线位置,伺服调整倾角、负压及振动参数,有效规避跑浆与低效分离。
· 固控设备:根据固含、密度、流变参数及岩屑返出量,实时优化离心机、除砂除泥器运行状态。
· 钻井液:自动给出性能调整方案,实现从加料到搅拌的全流程智能管控。

BoreSens固液界面监测
实施效果
振动筛跑浆率下降,固控设备损耗得到优化,数据全流程可追溯。
技术洞察
-
长期以来,岩屑分析主要依赖人工取样、实验室检测和经验判断,信息获取存在明显滞后性。BoreSens智能实时井壁稳定性监测系统通过持续感知振动筛上的岩屑、泥浆及固液分界线变化,将过去需要人工观察和事后分析才能获得的信息转化为实时可见、连续更新的数据,帮助现场团队从振动筛洞察井下状态,更早识别异常工况,支撑数据驱动的钻井决策。